Feasibility Study of an Ice Cream Manufacturing Business Plan
Melaku Tafese Awulachew*
Chemical Engineering Graduate Program, Addis Ababa Institute of Technology, Addis Ababa, Ethiopia.
*Corresponding Author
Melaku Tafese Awulachew,
Chemical Engineering Graduate Program, Addis Ababa Institute of Technology, Addis Ababa, Ethiopia.
Tel: 0924621018
E-mail: melakutafese12@gmail.com
Received: April 28, 2022; Accepted: May 31, 2022; Published: June 30, 2022
Citation: Melaku Tafese Awulachew. Feasibility Study of an Ice Cream Manufacturing Business Plan. Int J Food Sci Nutr Diet. 2022;11(5):609-619.
Copyright: Melaku Tafese Awulachew© 2022. This is an open-access article distributed under the terms of the Creative Commons Attribution License, which permits unrestricted use, distribution and reproduction in any medium, provided the original author and source are credited.
Abstract
This project is aimed to study a feasibility for the establishment of a medium sized frozen plant ice cream manufacturing company
at Sendafa town, Ethiopia. Ice cream products represent a growing market opportunity, within the global health and wellness
market, for food manufacturers that develop consumer-led additional option products to the current available products
with added value levels, which ultimately gain consumer acceptance like many other firms all over Ethiopia. Ice cream is a frozen
blend of a sweetened cream mixture and air, with added flavorings and one of the popular dairy products among consumers
of all ages. Its textural attributes were the key factors determining the market success of the product. It is a microcrystalline
network of liquid and solid phases. One of its compositional contents, fat, also exerts good effects on body, texture, palatability,
flavor intensity, emulsion formation and maintenance of melting point. If fat contents exceed a specific usage concentration,
they cause faster meltdown of ice cream along with destabilization and agglomeration of fat droplets. Higher overrun results in
collapsing of air cells ultimately shrinkage of structure occurs. Hardness might also reduce as a result of smaller ice crystals due
to high overrun values. Fiber addition causes the binding of free water hence flow rate gets reduced and consistency coefficient
as well as viscosity enhanced. Binding of water results in less availability of its molecules; freezing point rises and melting point
decreases. It is much critical to control the balance ice cream properties by maintaining its structure, texture and body. It is a
best carrier for fruit fiber, chunks, purees, paste, concentrates; milk and whey isolates and concentrates; egg, egg yolks and their
products; different flavorings, nuts, chocolate, probiotics and yogurt. So far, it is important to maintain its solid contents and
structure with balanced proportion of ingredients. Generally, Payback period is less than one year. A shortest payback period
has less risk than with the project with longer payback period. The payback period is often used when liquidity is an important
criterion to choose a project. The project is risk free and feasible project with high demand.
2.Introduction
3.Materials and Methods
4.Results and Discussions
5.Conclusions
6.References
Keywords
Ice Cream; Strategy; Properties; Technology And Engineering; Market Evolution; Market Analysis.
Introduction
Ice Cream is a frozen emulsion of air bubbles, ice crystals, milk
fat globules, colloidal proteins, and gums suspended within viscous
syrup, the continuous phase. It is a dairy product prepared
by pasteurization, homogenization, and aeration and freezing that
has been maintained at uniform consistency. Composition of ice
cream is comprised of sugar, fat, emulsifiers, stabilizers, water, egg
and eggs products, corn syrup, dextrose and flavors. It is a threephase
network consisting on air, solid and liquid in final product.
Liquid phase contains ice crystals in embedded form and air cells
in dispersed form. Milk proteins, soluble and insoluble salts, fat
particles, stabilizers and sugars are also present in liquid phase.
So it is a very complex physiochemical food system. Ice cream is
categorized in dairy frozen desserts in which frozen confections,
water ice, sherbet, frozen custard, pare vine like products, ice milk
and mellorine are included.
The type of milk protein can affect the stability of the air cells
in ice cream. Sodium caseinate contributes to aeration and emulsification
of ice cream mixes, but it does not function the same
as micellar casein [4]. Although it increases the stability of air
cells, it may render the emulsion so stable that adequate churning
does not occur in the freezer. As with fat, proteins have little
effect on freezing point except as they displace water. Milk
proteins are hydrated, and the degree of hydration increases during
high-temperature pasteurization because of the unfolding of
protein structures. Therefore, high heat treatment may be used to minimize or eliminate the need for stabilizers in frozen desserts.
Freeze-concentration of proteins in ice cream greatly increases
the viscosity of the unfrozen phase, and this has a great effect
on ice crystallization, ice crystal stability, and solute mobility [3].
Sugar alcohols are used to replace conventional sweeteners in
sugar-free frozen desserts. Because they have a much lower glycemic
index than sugar and corn sweeteners, they provide solutions
for formulating frozen desserts for insulin-dependent diabetics.
Included in this group of mono- and disaccharide sugar alcohols
(the polyols) are sorbitol, mannitol, xylitol, erythritol, lactitol,
maltitol, isomalt, and some related hydrogenated starch hydrolysates
(Nabors, 2001, 2002). Stabilizers are added to ice cream
for the primary purpose of affecting the texture. The consumer
usually desires a velvety-smooth product with a moderate rate
of melt, limited coldness, and a uniform distribution of particulates.
Stabilizers contribute to these properties by absorbing water
(therefore swelling) and limiting its migration, increasing viscosity,
adsorbing to air cell lamellae, and, in some instances, forming
a gel-like structure. At high concentration, they interact and become
entangled with each other, greatly modifying the rheological
characteristics of solutions. Stiffness added by stabilizers to ice
cream exiting the freezer barrel promotes easy cut-off of extruded
products and efficient packaging. The major contribution to
quality is the retardation of growth of crystals of ice and lactose.
The amount of natural emulsifier in an ice cream mix is fully adequate
to stabilize the newly formed globules, the rate of agglomeration
of these globules is usually too low to provide the most
desirable ice cream structure. When emulsifiers are added, the native
globule membrane is substantially displaced by the emulsifiers
and adsorbed proteins, and the surface area on the fat globules is
increased markedly. The extent of adsorption of these molecules
depends on their concentrations and individual physical properties
[5]. The Objectives of this study is to assess the feasibility
study of ice cream manufacturing plant in Ethiopia Product.
Ice Cream Manufacturing Project Strategy
The project strategy is to compute and penetrate the local market
in the sector of ice cream industry with another option of high
quality and hygienic product at reasonable prices with short- and
long-term goals. It is intended also to maintain a significant price
parity between the competitors so as to increase its market share
of the food industry.
This project idea is being promoted in line with the following government
industrialization and general development policies: the
Government policy on GTP’s plan on agricultural-processing and
industrialization is pertinent to this first; the Ethiopian commodity
market in a transparent, fair and sustainable manner that would
benefit all the actors in the value chain and the country at large.
Through the sourcing of raw materials locally within the region,
this project is therefore, envisaged to have a trickle-down effect
on employment and income generation to the local inhabitants
especially the small-scale farmers and business men and women.
Demand projection
It indicates that most of current ice cream processed products
have deficiencies with regard to meeting the current demand of
market. Hence, the coming with alternative ice cream manufacturing
product is recommended to show good option in ice cream
products.
Quality Control/ Product quality: To ensure that the ice cream
is handled in such a matter that it is safe for human consumption,
of the employees will take a safe food handlers’ course. Additionally,
the building will be approved by the health and drug administration
to meet strict guidelines for the safety of the employees
and customers.
Packaging: The packaging material used by existing producers
is selected accordingly to the customer preference and availability
in local market. Therefore, its adoption by the upcoming processing
factory has been suggested.
Product description
In this study extruded plain ice-cream product with the assumption
of: white to pink color with white plastic pails; with packaging
level of 250 gram of containment; Taste: medium sweet +additives;
Raw materials: Dairy products (milk, cream, butterfat), Sugar,
Avocado Fruit, Corn starch, Stabilizers, Emulsifiers, Water
Ingredients: Food grade additives and the range will be finding
out according to local preferences
Natural flavors of orange with mango, and colorants from bakery
ingredient suppliers.
Those the Approved additives to prevent creation of ice crystals
during production process, Air which improves ace cream’s
ability to absorb flavoring.
The current product aims to contain at least 10% milk fat, and
at least 20% total milk solids, and may contain safe and suitable
sweeteners, emulsifiers and stabilizers, and flavoring materials.
The Manufacturing and Compositional PropertiesOf Ice Cream
Blend the Ice Cream Mixture
The milk fat source, nonfat solids, stabilizers and emulsifiers are
blended to ensure complete mixing of liquid and dry ingredients.
Pasteurize Mix: Ice cream mix is pasteurized at 155°F (68.3°C)
for 30 minutes or 175°F (79.4C) for 25 sec. The conditions used
to pasteurize ice cream mix are greater than those used for fluid
milk because of increased viscosity from the higher fat, solids,
and sweetener content, and the addition of egg yolks in custard
products.
Homogenize: Ice cream mix is homogenized (2500 to 3000 psi)
to decrease the milk fat globule size to form a better emulsion and
contribute to a smoother, creamier ice cream. Homogenization
also ensures that the emulsifiers and stabilizers are well blended
and evenly distributed in the ice cream mix before it is frozen.
Age the Mix: Ice cream mix is aged at 40°F (5°C) for at least 4
hours or overnight. Aging the mix cools it down before freezing,
allows the milk fat to partially crystallize and the gives the proteins
stabilizers time to hydrate. This improves the whipping properties
of the mix.
Add Liquid Flavors and Colors: Liquid flavors and colors may
be added to the mix before freezing. Only ingredients that are liquid
can be added before the freezing, to make sure the mix flows
properly through the freezing equipment.
Freeze: The process involves freezing the mix and incorporating
air. Ice cream mix can be frozen in batch or continuous freezers
and the conditions used will depend on the type of freezer. Batch
freezers consist of a rotating barrel that is usually filled one-third
to one-half full with ice cream mix. As the barrel turns, the air
in the barrel is incorporated into the ice cream mix. Ice cream
freezers designed for home use are batch freezers. Continuous
freezers consist of a fixed barrel that has a blade inside that constantly
scrapes the surface of freezing barrel. The ice cream mix
is pumped from a bulk tank to the freezing barrel and the air is
incorporated with another pump just before it enters the freezing
barrel. The continuous freezing process is much faster than the
batch freezing process.
Add Fruits, Additives: Fruits, additives are added at this point.
These ingredients cannot be added before freezing or they would
interfere with the smooth flow of the mix through the freezer.
The ice cream at this point is soft and it is easy to mix in the additives
so they are uniformly distributed throughout the ice cream.
Mixing after freezing also prevents damage to the pieces and allows
them to remain whole or in large chunks.
Package: As desired, depending on the product.
Harden: The ice cream is cooled as quickly as possible down to a
holding temperature of less than -13°F (-25°C). The temperatures
and times of cooling will depend on the type of storage freezer.
Rapid cooling will promote quick freezing of water and create
small ice crystals. Storage at -13°F (-25°C) will help to stabilize
the ice crystals and maintain product quality. At this temperature
there is still a small portion of liquid water. If all the water present
in the ice cream were frozen, the ice cream would be as hard as
an ice cube.
Compositional Properties of Ice cream
On the basis of calorimetric measurements, 9.45cal/g contributed
from fat; 5.65 Cal/g from proteins and 4.10 Cal/g from carbohydrates.
All material is not absorbed in the body hence actually
energy derived from fat, protein and carbohydrates is 9, 4 and
4 respectively [2]. Various ingredients are available in market for
ice cream that have important effects on ice cream quality. These
ingredients can be categorized in dairy and nondairy components
from many sources. Various ingredients that affect the quality of
ice cream include sugar, fat, water, emulsifiers and stabilizers.
Sugar: Sugar either in liquid or solid dry form added in ice cream
up to 12-20% but 14-16% is the preferable level. Corn syrup can
be added to replace 45% sugar in ice cream to handle, store and
economic purposes. Among various commercially available sugar
blends, solids of corn syrups-low conversion preferred because
they don’t affect the characteristics of ice cream and enhance the
total solids. Sucrose performs various functions in ice cream including.
Functions: Optimum palatability; Maintain handling properties;
Acceptability of ice cream; Sweetens the product; Increase pleasing
sweet flavor; Enhance solid contents and viscosity; Texture
and body improvement.
Defects: Higher sugar addition causes bad effects like; Bland
taste due to lacking sweetness; Mask desired flavor; Soggy ice
cream above 42% TS; Freezing point depression; Freezing slow
down; Hardening require low temperature.
Total solids: Total solids include the sum of all solid and dry
ingredients of ice cream. Fat, sugar, stabilizers and emulsifiers all
contribute to total solids. Water is replaced by total solids in ice
cream mix. Properties of ice cream are specially improved by the
addition of solids of buttermilk and egg yolk, sweet cream and
eggs.
Functions: Texture and body improvement; Whip ability improvement;
Freezing point reduction; Increase overrun with increased
total solid (TS)
Defects: Decreased cooling effect during summer associated with
increased TS; Soggy and heavy structure with TS up to 40-42.
Water: Mostly ignored but very influential component present in
ice cream air and water. Water maintains the continuous phase in
ice cream either by adding as solid or liquid form. Products from
dairy origin must be purified while it is expected that water of
milk source has been cleaned already during its passage and excretion
from memory glands.
Functions: Act as solvent; Provides liquid medium, [2].
Air: During ice cream preparation, overrun is created by incorporating
air in mixture to enhance the volume. Quality of ice cream
is influenced by amount of air incorporated. Quality of product
can be controlled by uniform addition of air. Air quality itself
is maintained by filters installed in freezers. Emulsifiers, fat and
protein in unfrozen state cause the stabilization of air and water
interface by forming thin film. Fat globules, ice crystals and water
from the emulsion and entrap the air.
Functions: Increase the volume; Meeting legal standards; Increase
profit; Product and quality control and Affect quality.
Defects: Air incorporation above certain level causes defects in
ice cream; reduced ice crystals size; Reduction in melting point;
Low hardness for the injection of nitrogen instead of air, various
researches have been performed. It was reported that rate of oxidation
was reduced with incorporation of nitrogen [7, 8].
Stabilizers: Basic types of stabilizers added in ice cream are of
two sources; Animal source (gelatin from bones and calf skin),
Plant or vegetable source (gums (agar-agar, carboxymethyl cellulose,
sodium alginate, acacia, oat, carrageenan and karaya)). Water
binding capacity of stabilizers is very high and added in small
quantity hence effect on flavor and product value is inconsequential.
Total solids, processing machine, stabilizers properties and
some other factors affect the usage of stabilizers.
Functions: Smoothens the texture; Provide body to the product;
Enhance viscosity; Freezing point not affected; Prevent from texture
coarsening; and Provide resistance during melting.
Defects: Restrict whip ability; Heavy and soggy structure; Undesirable
melting properties
Emulsifiers: During manufacturing of ice cream, emulsifiers are
added to smoothen the texture and thorough distribution of air
cells. Mono and di-glycerides are most common emulsifiers used
in ice cream plants. Emulsifiers are not be used more than 0.2%
on weight basis. Polysorbate and sorbitan tristearate up to 0.1%
are now allowed in dairy products as safe.
Functions: Stiffness to body and smoothness of texture; Reduction
in time of whipping; even whip ability properties; and
Smaller uniformly distributed air cells.
Defects: Emulsifiers when used in excessive quantity because defects
like slower melting, Textural and body defects.
Egg yolk: It is highly valuable in foods and helps in other flavors
blending for desirable properties. Ice cream cost is increased by
egg yolk addition. It provides desirable flavor to ice cream but if
product of egg has any off flavor that can be easily detectable in
ice cream with egg. Protein and lecithin complex in egg yolks is
highly preferred in mixes where total solids are lowered and prepared
with butter oil or butter.
Functions: Delicate characteristic flavor; Texture and body improvement;
Viscosity increase; and Improved whip ability.
Defects: Off flavor in egg yolk detectable in final product
Flavors: Flavor can be easily mistaken as taste or feel sensation.
It is very important ice cream property and resulted from mixed
flavor of all ice cream components. Individual taste of any ingredients
has effect on “flavor blend” or “specific flavor” so it makes
difficult in detection of specific ingredient effect on ice cream
flavor. Important properties of flavor are intensity and type. They
may be mild or harsh. Harsh flavors at even low concentration
soon turn monotonous but mild flavor can be blended easily and
at higher intensity they don’t turn into monotonous. So delicate
and mild flavors are generally preferred. Flavor must be detected
easily and provides refreshing taste in all conditions.
Properties of balanced ice cream mix
A mix is named balanced if it has all ingredients or components
proportion in a way that results in fine and desirable ice cream. If
defects are present, they may not be eliminated by changing proportion
of constituents and not resulted from poor mix balancing.
Such defects are; Flavor rancidity, Lacking of uniformity in
color, Base flavor, some defects that resulted from poor balancing
but can be corrected by alteration in mix proportion are; Insufficient
fat concentration and richness lacking, Insufficient flavors
percentage, Sandiness due to Weak body due to less stabilizers
and TS [2].
Raw Materials of Work Plan
The ingredient and product mix of the current ice cream manufacturing
work plan.
Ingredients: Fruit
Fresh Fruit: The majority of the fresh fruit that will be included
in making the ice cream will be added to market inventory periodically
throughout the summer months as the fruit ripens. Upon
ripening, the following fruit required to make the ice cream will
be purchased from local market and or directly from farm agricultural
linkage.
Process Fruit: Wash, pit, and sort Dwarf Sour cherries using
cherry pitter and sorting table. The cherries are placed on the
sorting conveyor which carries the cherries to the pitter where
they will be sorted and de-stemmed. As the cherries reach the end
of the conveyor they will fall into a basket at the pitter. The cherries
will then be loaded into the pitter and come out in front of
the packing table. At this table the pitted cherries will be vacuum
sealed before being taken directly to cold storage: Wash, peel and
core Avocado; Wash and cut banana and Wash and sort limon.
Ice cream mix
The general composition of an ice cream mix is as follows (Agriculture
and Agri-Food Canada, 2007) [1]: Milk fat: >10% - 16%
by legal definition, ice cream must have greater than 10% milkfat,
and usually no higher than 16% fat in some premium ice creams:
Milk solids-not-fat: 9% - 12%. This component is also known as
serum solids and contains the proteins (caseins and whey proteins)
and carbohydrates (lactose) found in milk: Sucrose: 10%
- 14%, Corn syrup solids: 4% - 5%, Stabilizers: 0% - 0.4%, Emulsifiers:
0% - 0.25%, Water: 55% - 64% and Fruit: 28% - 40%. The
ingredients in an ice cream mix that are required to supply the
desired components of the ice cream are chosen on the basis of
availability, cost, and desired quality. The current manufacturing
industry have in line with ice cream mix as in range above product
formulation.
Location and Site of The Proposed Project
Location of the envisaged integrated ice cream is selected based
on a two-stage Location and site selection procedures. The first
stage involved identifying potential project locations, and prioritizing
and selection of appropriate one based on critical project
selection criteria. The project location determining factors considered
in the study are supply of raw materials and inputs, access
to market, availability of skilled and unskilled labor, infrastructure
such as road, electricity and telephone line, availabilities of social
amenities – hospitals, schools, training centers and residence
housing, etc. The second stage of project location and site selection
procedure involved – identifying alternative project locations
within the selected project location and selection of the optimum
project site from the proposed sites.
Location selection
Plant location refers to the choice of a geographical area for setting
up a plant. The location of a plant is a strategic and long-term
investment decision that, if once made, is difficult to change and
that causes considerable loss. Location has a strong and long-term
influence on the success of the plant; therefore, due care has to
be exercised for selection of optimum project location. Various
determining factors have to be taken into account. In process of
the project location selection, the Consultant has adopted two stage selection processes for the envisaged plant. The first stage
is the identification of potential geographical locations based on
the assessment of critical project requirements. The second stage
involved selection of the best location from the potential locations
identified using different selection criteria and as well as established
rating scale.
Site selection
First Stage of Potential Location Selection: During the first
stage plant location selection, critical project requirements of the
envisaged plant were identified, and possible potential locations
were identified based on the availability of these critical project
requirements. The location to be selected for the commercial ice
cream manufacturing industry has to fulfill the key requirements
identified as essential or critical for a feasible and viable implementation
and operation of the plant. These critical requirements
of the envisaged project comprise of raw materials supply, supply
utilities such as water and electricity, labor, land, road/transport
facility, and other necessary infrastructures. These critical project
requirements are discussed briefly hereunder. Accordingly, around
integrated Hawassa industrial park, towns of Addis Ababa city,
Sendafa towns were proposed as potential candidates.
Second Stage of Potential Location Selection: The second
stage of selection of a specific location among the identified
potential locations for the envisaged ice cream processing plant
involves the following Procedures: Identification of manufacturing
(selection criteria); Assigning weight for each factor identified
above according to the relative importance of the factors for the
installation and operation of the envisaged mini brewery processing
plant; Finally, the identified potential locations are ranked in
a scale constructed in such a way as to magnify the relative importance
of the location for the installation and operation of the
plants. Each factor is given a rating score, which could be high,
medium or low. Multiplication of factor weight with the corresponding
rating score yields weighted average (rating index) for
each location. By so doing, the location with the highest rating index
is selected for the installation of the plant. Accordingly, from
the four proposed potential location candidates Sendafa towns
was selected as an optimal project site.
Technology and Engineering
Technology
The technology selection for the main product ice-cream compared
medium commercial technologies. Ice Cream manufacturing
plant processes are based on a common, yet modern approach
of mixing, pasteurization, homogenization with continuous agitation
and to get consistence yield. Processing operations for ice
cream can be divided into two distinct stages: mix manufacture
and freezing operations. Ice cream mix manufacture consists of
combination and blending of ingredients, batch or continuous
pasteurization, homogenization, and mix aging. The Production
steps of Ice cream are as listed below:
1. Initial mixing of materials, pasteurizing (heating at high temperature
to kill of any harmful bacteria) and homogenizing (thorough
mixing of the cream in attempt to break down any fat globules
until the mixture is perfectly smooth and uniform).
2. After the addition of flavors, colors and fruit purees, mix is left
to stand for around four hours to cool down.
3. Special barrel freezer machine then takes the mix and gradually
freezes only one part of the water crystals making the mix harder.
During the same time, machine also pumps clean air into the ice
cream, which by the end will hold over 50% of the ice cream
volume. Without that air in its structure, ice cream would be hard
as an ice cube.
4. Semi frozen mixture is then introduced with the final mix of
toppings, such as fruits, nuts, sweets or biscuit mix.
5. At the end, ice cream is packaged and blast-frozen to the temperature
between -30 and -40 degrees Celsius.
Engineering
Technical Assessment: The major components of the formulation
ice cream manufacturing industry are the machinery and
equipment of the ice cream processing and buildings and the civil
works which take the highest portion of the investment costs. In
addition to the ice cream manufacturing machineries and equipment’s,
there are facilities without which the successful operation
of the envisaged project cannot be accomplished. These facilities
include land, utilities, workshops, water and wastewater treatment
plants, etc. and human resource. These are briefly described below.
a) Land: the estimated area requirement for the envisaged project
is about 1.5 Hector as part of an integrated processing plant that
would be established for Ice cream manufacturing. An additional
area of 1.5 Hector will be reserved for future expansion of the
formulation plant.
b) Water: the demand for water in the Ice cream processing plant
is quite different. Some water is used for cleaning, human consumption
as well as for gardening. Water is available from the
Municipality of Sendafa town.
c) Electric Power: the power requirement for the operation
of the plant machinery and equipment is estimated at 250 KW
while about 10 KW is sufficient for internal and external lighting
requirements. Accordingly, a transformer with a capacity of
325 KVA is required for the ice cream manufacturing from where
power is sent to the distribution / control panel. Power is used at
a rated voltage of 100V for most of the operation of the machinery
and equipment in the processing plant. Moreover, a standby
diesel electric generator of 31.125 KVA will need to be installed
for safe shutdown of the plant and to maintain continued power
supply got lighting and communication purposes.
d) Compressed Air: the plant shall have a compressor for generation
of compressed air with air drying system to ensure low
dew point such that pneumatic control systems operate safely.
Marketing and Customer Analysis
Competitive Analysis
Relatively of homemade ice cream producers in Addis Ababa, but
many of them do not produce on a large scale. The threat of entry
into this industry is relatively high considering that small-scale
ice cream producing equipment can be purchased at a reasonable price and there is a wide array of types of ice cream that can be
made. The power of buyers of ice cream in this market is moderate
to high as ice cream is a price elastic product and buyers can
easily switch between producers. To limit this power, suppliers of
ice cream must target buyers who will purchase large quantities of
ice cream, and in turn this will create brand loyalty. The power of
the suppliers of ice cream is moderate due to seasonal demand for
ice cream and changing consumer preferences, but premium ice
creams command higher prices. There is also a high threat of substitutes
in this industry as there are many types of ice creams, ice
cream products, and multiple locations to purchase them from.
Thus, competitive rivalry in this market is high as ice cream is in
the maturity stage of its product life cycle and needs to be positioned
to a niche market in order to gain market share. Sendafa
towns competitors include any of those ice cream producers who
have ice cream products available for sale in Addis.
Customer Analysis & Segmentation
Ice cream producers must stay competitive because ice cream
consumers tend not to be very loyal unless purchasing ice cream
in large quantities for conventions and other functions.
Target Markets: The social community event segment includes
local fairs, weddings, and other community banquets. Both this
segment and the hotel and convention center market allows for
ease of entry with contracts and minimizes costs through bulk
sales.
Product Features: Good ice cream is a homemade product that
can easily be tailored to suit individual tastes and preferences. The
inclusion of locally grown fruit and milk products relates to positive
aspects of supporting Saskatchewan made products.
The Opportunity: Therefore, must be positioned as offering a
unique product with high quality and premium prices reflecting
this. The product must be positioned in a manner so that customers
will see this company as providing a flexible service that can
tailor the ice cream to meet individual needs.
Marketing Strategy
Key Planning Assumptions
provides a unique and adaptable product that fits well into a
market where consumers are looking for a quality local ice cream
product they can tailor to their needs
will strive to capture off-season sales through the superior quality
and taste of their product that will leave customers desiring the
product in winter months
will target the segment of the market that values quality over
price
Targeting the upscale restaurant, hotel, and convention centers
to design their own signature ice cream will differentiate from
their competition.
Channels of Distribution
A local ice cream supplier and the inventory travel time between
the ice cream processing facility and the final destinations will be
minimal. Consumers will be using contracts to purchase ice cream
and this will ease distribution as there will not be a set route of
distribution each week. A Freezer Van will be purchased to allow
for ease of distribution.
Pricing Policy
It will be chosen a market-based approach to its pricing policy.
Marketing Plan of the Marketing Mix (4 P’s)
Products: The current product will sell 250L quantities of premium
ice cream. The ice cream will be packaged in white plastic
pails. Each pail will have a label listing the company name and address,
the product name, the net quantity in the pail, a best before
date, a list of ingredients, and the company’s logo. Nutritional
information will be provided on a hand out sheet.
Pricing: The product will target a high-end use market via hotels,
upscale restaurants and convention centers. The ice cream will be
priced at $1.25 for a 250ml tubs of the premium product. The
product will be sold in a very competitive, but profitable market.
The intensity in which the manufacturing company will penetrate
the premium contract market for ice cream will create consistent
profitability for the business.
Promotion: The ice cream manufacturing industry will employ
a variety of promotional techniques. Pamphlets, websites, Mainstream
media and face-to-face interaction will be the focus. Along
with these techniques, sampling will be a way in which the company
can acquire new clientele. Pamphlets will allow customers
to learn more about the ice cream selection and image. A website
will be constructed to allow potential and existing customers of
the sector to place orders, view product information and discover
the image of the current particular product. Costs will be associated
with this website to keep it secure and functioning properly.
Face-to-face selling will also allow to a personal connection with
their customers.
Place: The geographical target market includes all of Sendafa
town, with an initial emphasis on high-end restaurants, hotels and
conventions centers in and around Addis. The product will distribute
their product to the target market in Addis Ababa and area
by means of the delivery vehicle purchased.
Strength Weakness, Opportunity and threat (SWOT) Analysis
Table 1
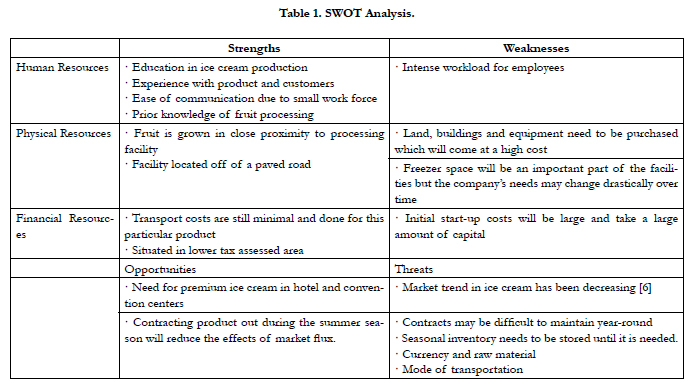

Table 1. SWOT Analysis.
Financial Analysis
Building and civil work construction
A building permit must be acquired before this building can be
erected. The cost of the building permit is included in the cost of
the main processing facility. This building will fall in to both the
agricultural and commercial tax levels. Therefore, the building will
have multiple tax designations and each of these classifications
corresponds to different tax levels.
Infrastructure Development
The building will encompass all fruit processing and storage as well as all of the ice cream processing equipment and storage. It
will be a serviced building with heat, water, and sewer. A walk-in
freezer, including floor and recessed door, will be installed in this
building. All processed fruit and ice cream will be stored in this
freezer. A large cooler will store the ice cream mix and other processed
fruit that may need to thaw prior to beings used to make
the ice cream. This building will also house a cherry pitter, a fruit
sorting table, and a batch freezer which is used to make the ice
cream. Additionally, a large three compartment sink is included
in the floor plan, which is required by Public Health in order to
properly wash, rinse, and sanitize equipment in order to meet
compliances for health regulations. Following approval, a representative
will come to inspect the building and follow-up with
periodic visits to ensure that all health regulations are followed in
accordance to set standards.
Manufacturing capacity and production program
The ice cream manufacturing industry is formulated with certain
appropriate assumption and design to achieve 50% and 65%, 80
%, 100% capacity utilization rate in the first, second and full capacity
will be attained in the third year and onwards.
Assumption@ full capacity of working:
Working day per year =300days;
The Capacity = 250L/batch, six batch ice cream per day;
Amount of fruit required annually = 75Kg*6 batch/day*300
working days/annual = 135,000Kg /year and Cream =
250*10%*6*300 = 45,000Kg/year;
Non-fat milk= 250*10%*6*300= 45,000Kg/year;
Sugar = 250*10%*6*300 days = 45,000 kg/year; Corn=
250*4%*6*300 = 18,000 Kg/year;
Additives = 250* 0.3*6*300= 1,350 kg/year; Water =
250*60%*6*300 = 270,000L/year.
Annum Capacity of the ice cream processing unit= 250L/batch*6
batch/day*300 working days/year = 450,000L/year
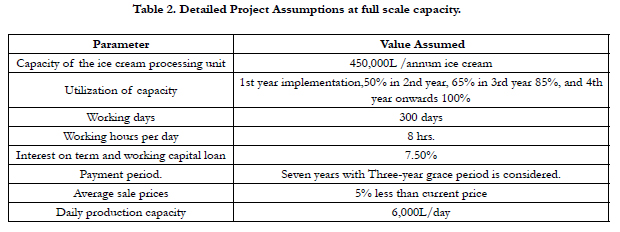
Table 2. Detailed Project Assumptions at full scale capacity.
Cost of Machinery and Equipment: Based on their size and material of construction of each piece of ice cream processing equipment’s, the purchase cost is estimated (Table 4) in appropriate equipment manufacturing companies, that were considered essential pieces of equipment needed in order to carry out the complete ice cream process. A list of these pieces of equipment, their respective manufacturers, and price can be seen in table 3. Fixed Capital investment estimation: The required fixed capital investment for ice cream processing industry is estimated from the total purchased equipment cost using the equipment cost ratio method by considering it as solid-fluid processing plant.
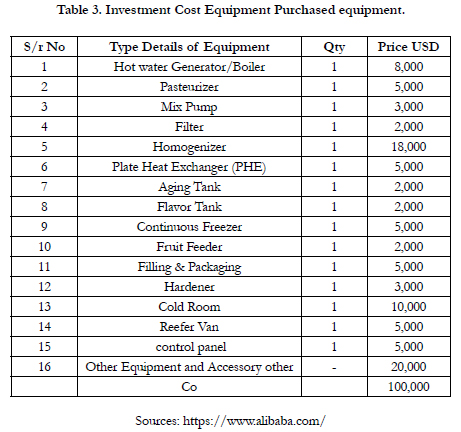
Table 3. Investment Cost Equipment Purchased equipment.
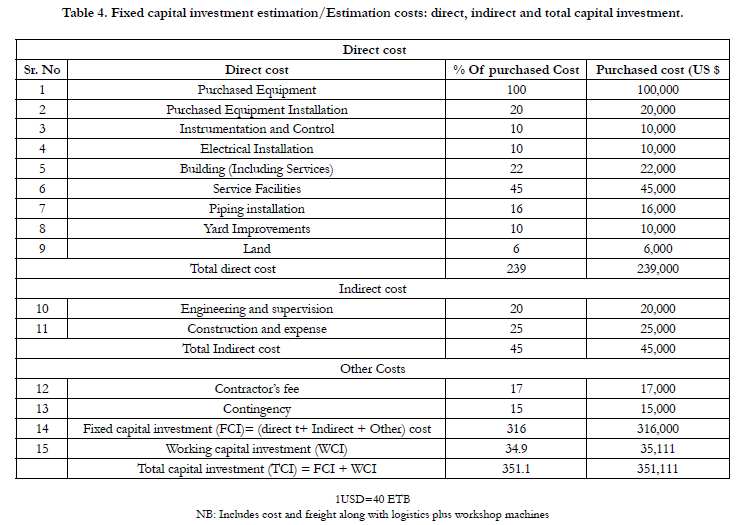
Table 4. Fixed capital investment estimation/Estimation costs: direct, indirect and total capital investment.
Total Product cost estimation:
Total Product Cost = Manufacturing Cost + General Expenses;
Manufacturing Cost = Direct Production Cost + Fixed Charges + Plant Overhead Costs
General Expense = Administrative Costs + Distribution and Selling Costs + Interest
Direct production cost: Direct cost = Raw materials + utilities + operating labor + Direct supervision +maintenance and repairs + operating supplies + Laboratory charges
NB. Direct supervision and Laboratory charges are not considered.
Main Raw materials cost: The major raw materials used in production of ice cream are dairy inputs (cream, milk), fruit, mix ingredients/ additives, water. From the material balance the raw materials used during mixing was calculated, in this specific project we follow an estimate for material. Therefore, the annual required raw materials with their assumed prices can be shown in the following Table 5.
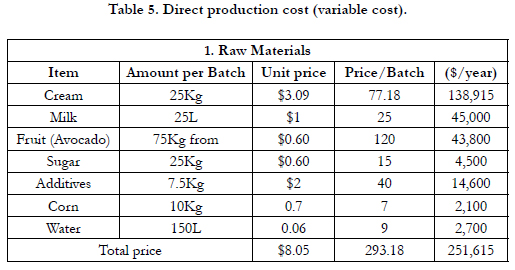
Table 5. Direct production cost (variable cost).
Man power requirement: The estimated cost of man power of permanent staffs and others causal staffs is calculated from fixed capital investments Cost @ 13% of FCI= 316,000*0.13= $41,080/year. Note: Among employees, Manager, 4-skilled, workers are permanent staffs only and others are causal staffs.
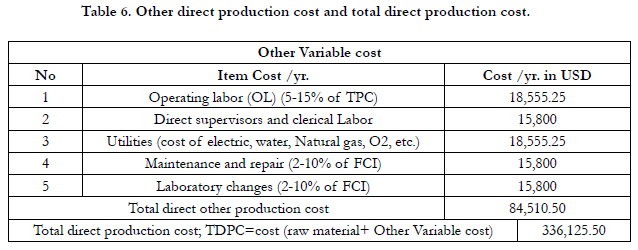
Table 6. Other direct production cost and total direct production cost.
A. Fixed charges
Fixed charge includes Depreciation, Local tax 35%, Insurance and rent
B. Plant overhead costs
It is about 60% of operating labor
Plant overhead cost = 60% of operating labor = 18,555.25*60%= $11,133.15
Manufacturing cost = Total (direct production +fixed charge + plant overhead) cost= $348,838.64
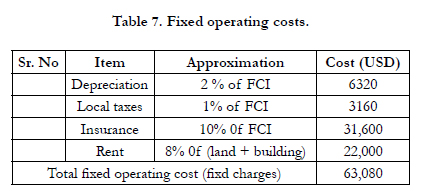
Table 7. Fixed operating costs.
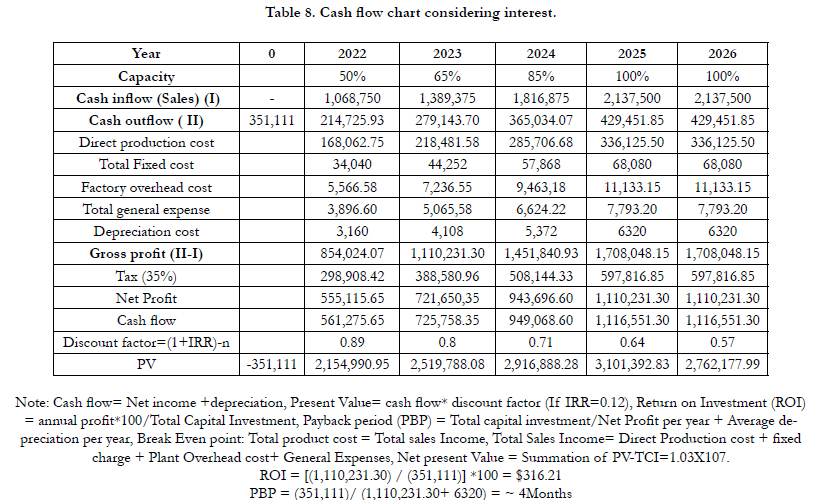
Table 8. Cash flow chart considering interest.
1. General expense
In addition to manufacturing cost, other general expense is involved in any company’s operations. These general expenses are including: - Administration cost; about 15% of total product cost, Distribution and selling costs; about 10% of total product cost, Research and development cost; about 2% of total product cost, Financing (interest), about 10% of capital investment.
Total general expense = (Administration cost + Distribution and selling costs + Research and development cost+ Financing (interest)) *37% = $371,104.94*37% = $7,793.20
2. Total production cost = manufacturing cost + general expenses = $371,104.94
One bottle size = 0.25L
Annually plant production capacity @ full operation =450,000L/ year
Unit production cost = Total product cost TPC/ annual production capacity = $371,104.94/450,000L/year = $0.82/L Profit margin=30% of Unit Production Cost = $0.82/L*30%= $0.25/L
N.B. Assume 1Kg is Equivalent to 1 Litter.
Financial evaluation
Net income and return on investment
Assuming Local Gross earn of current price of the ice cream is $5/Kg. However, the price is based on the specification of the ice cream. Based on this planned to price the cost of Our product with 5% lower of the average of current price to $4.75/kg bottle & similarly 5% reduction sale for local market.
Locally total selling price (revenue) = 450,000L/year*4.75$/ L=$2,137,500
Gross profit = Locally total selling price (revenue) - total production cost = $2,137,500 - $371,104.94 =$1,766,395.06
Income tax on gross profit (35%) = $1,766,395.06*35%= $618,238.27
Net income (profit) = $2,137,500 - $618,238.27 = 1,519,261.73
% profit = net income /Total production cost = $1,519,261.73/$371,104.94*100= 409%
Cash Flow Return (DCFR): The discount flow rate of return is the return obtained from an investment in which all investment and cash flows are discounted. It is determined by setting the NPV equation equal to zero and solving for the discount rate that satisfies relation. Consider the plant capacity starting with 50% capacity at the first year and 650% capacity in the second year, third year, with 85% capacity and 100% capacity for the remaining project life. Detail manipulation and the project life summary of economic data detail is given in the following cash flow table 9 below.
Conclusion and Recommendation
The feasibility study of the net present value is positive and the
payback periods less than one year the project is acceptable and
viable for implementation. Those, the payback periods of approximately
4months apparently minimize any risk in regaining the
initial investment. The most critical determinants of the viability
of the project are NPV which in this case are adequate to avoid
any doubts about the project’s viability.
Since, the study confirmed the feasibility and workability of the
business idea. Hence, ice cream processing is a business opportunity
that is yet to be fully exploited. Therefore, as a recommendation
for those who have a potential of investing, if they run this
business idea, they can succeed.
References
- Agriculture and Agri-Food Canada [Internet]. Canada: Canadian dairy industry; c2007 [cited 2007]. Available from: http://www.dairyinfo.gc.ca/_ english/cdi/index.html
- Arbuckle WS. Ice cream. Springer; 2013 Mar 9.
- Flores AA, Goff HD. Ice crystal size distributions in dynamically frozen model solutions and ice cream as affected by stabilizers. J Dairy Sci. 1999 Jul 1;82(7):1399-407.
- Goff HD, Ferdinando D, Schorsch C. Fluorescence microscopy to study galactomannan structure in frozen sucrose and milk protein solutions. Food Hydrocoll. 1999 Jul 1;13(4):353-62.
- Krog N. The Use of Emulsifiers in Ice Cream in Ice Cream, W. Int. Dairy Fed.: Brussels. 1998:37-43.
- Marshall RT. In Marshall, RT, Goff, HD and Hartel, RW. Ice Cream. NY: Kluwer Academic. 2003;6:11-54.
- Marshall RT, Goff HD, Hartel RW. Ice cream. Springer. 2012;56-58.
- Sofjan RP, Hartel RW. Effects of overrun on structural and physical characteristics of ice cream. Int Dairy J. 2004 Mar 1;14(3):255-62.